


使用案内
使用案内 Instructions for use
- ツール使用時の注意事項
-
- 当社の超硬バイトは被削材S45Cを基準としています。(その他の被削材については当社までご相談ください。)
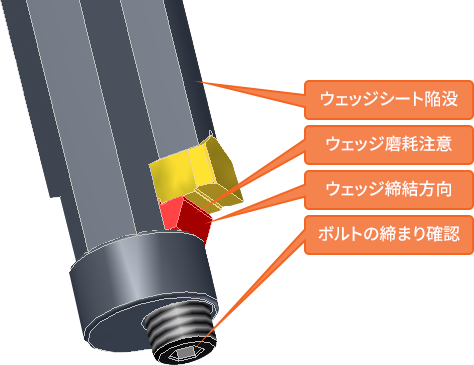
- 本超硬バイトをホルダーに装着する際には、締結ボルトの締めすぎに注意してください。
- バイトホルダーを機械に装着する前に、機械の垂直及び水平状態を確認してください。
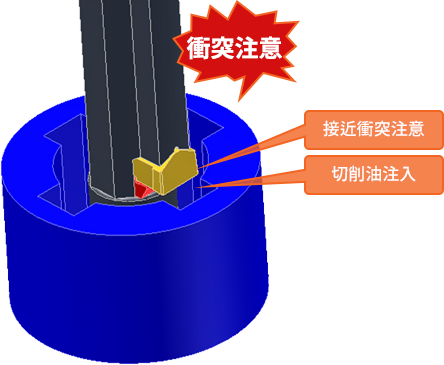
- 初期セッティングをする際には、超硬バイトと被削材の衝突に注意してください。
- 切削作業時には必ず切削油を注入してください。(構成刃先発生)
- バイト締結用のL-レンチは最上質のものを使用してください。
- 初めに2~5回程度切削後、工具締結ボルトの緩みや外れがないか確認してください。
- 切削速度はハイス(HSS)の1.5~2倍速で加工してください。
- 1回の切削量は0.03~0.10(mm)(現場の被削材の条件により調整してください。)
- 反復切削回数は、4~5回が適当です。(反復切削をし過ぎるとバイトの磨耗を促します。)
- 切削作業中に異常音が発生した場合にはすぐに加工を中断し、バイトの状態を確認してください。
- バイト締結時の注意事項
-
- 本超硬バイトをホルダーに装着する際には、締結ボルトの締めすぎに注意してください。
- ボルトは最上質の特殊鋼であるため、L-レンチは最上質のものを使用してください。
- 初めに2~5回程度切削後、バイト締結ボルトの緩み状態を確認してください。
- 工具締結用のボルトは特殊素材のため、損失時は当社の規格品を使用してください。
- 切削作業時の注意事項
-
- 初期セッティングをする際には、超硬バイトと被削材の衝突に注意してください。
- 切削作業時には必ず十分な切削油を注入してください。
- 切削加工時は、1回の切削量0.03~0.10(mm)を遵守してください。
- 切削作業時に発生した切りくず(チップ)が、きちんと排出されるよう注意してください。
- 仕上げの切削作業時には、過度な反復切削は控えてください。
